CWI Generation4™ Edelstahl- und Nickel-Schweißdrahtlegierungen können mit vielen verschiedenen Verbindungsarten und Schweißverfahren verwendet werden. Sobald die Art der Schweißverbindung, der Schweißzusatzwerkstoff und das Verfahren ermittelt wurden, kann ein geeignetes Schweißverfahren bestimmt werden. Das für das Schweißen von rostfreiem Stahl und Nickel gewählte Schweißverfahren hängt von dem zu verwendenden Prozess sowie von der Größe und Legierung des tatsächlichen Schweißzusatzes ab. Die nachstehenden Tabellen enthalten detaillierte Informationen zu Spannung, Stromstärke und Gas (Atmosphäre), die beim WIG- (Wolfram-Inertgas), MIG- (Metall-Inertgas) und UP-Schweißen (Unterpulverschweißen) für die von uns angebotenen allgemeinen Legierungen zu verwenden sind. Wenn Sie Fragen zur Auswahl des richtigen Verfahrens oder zum empfohlenen Schweißverfahren für einen bestimmten CWI Generation4 ™ Draht haben, wenden Sie sich noch heute an einen CWI Material- und Anwendungsexperten.
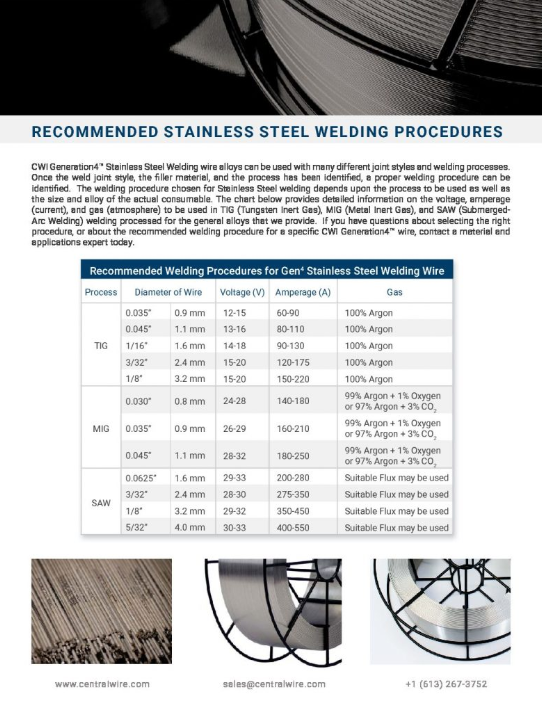
Empfohlene Schweißverfahren für Gen 4 Edelstahl-Schweißdraht
| Verfahren | Durchmesser des Drahtes | Spannung (V) | Stromstärke (A) | Gas | |
|---|---|---|---|---|---|
| WIG | 0,035" | 0,9mm | 12-15 | 60-90 | 100% Argon |
| 0,045" | 1,1mm | 13-16 | 80-110 | 100% Argon | |
| 1/16" | 1,6mm | 14-18 | 90-130 | 100% Argon | |
| 3/32" | 2,4 mm | 15-20 | 120-175 | 100% Argon | |
| 1/8" | 3,2mm | 15-20 | 150-220 | 100% Argon | |
| MIG | 0,030" | 0,8 mm | 24-28 | 140-180 | 99% Argon + 1% Sauerstoff -oder- 97% Argon + 3% CO2 |
| 0,035" | 0,9 mm | 26-29 | 160-210 | 99% Argon + 1% Sauerstoff -oder- 97% Argon + 3% CO2 | |
| 0,045" | 1,1 mm | 28-32 | 180-250 | 99% Argon + 1% Sauerstoff -oder- 97% Argon + 3% CO2 | |
| SAH | 0,0625" | 1,6 mm | 29-33 | 200-280 | Geeignetes Flussmittel kann verwendet werden |
| 3/32" | 2,4 mm | 28-30 | 275-350 | Geeignetes Flussmittel kann verwendet werden | |
| 1/8" | 3,2 mm | 29-32 | 350-450 | Geeignetes Flussmittel kann verwendet werden | |
| 5/32" | 4,0 mm | 30-33 | 450-550 | Geeignetes Flussmittel kann verwendet werden | |

Empfohlene Schweißverfahren für Edelstahl-Nickel-Schweißdraht der Generation 4
| Verfahren | Durchmesser des Drahtes | Spannung (V) | Stromstärke (A) | Gas | |
|---|---|---|---|---|---|
| WIG | 0,035" | 0,9mm | 12-15 | 60-90 | 100% Argon |
| 0,045" | 1,1mm | 13-16 | 80-110 | 100% Argon | |
| 1/16" | 1,6mm | 14-18 | 90-130 | 100% Argon | |
| 3/32" | 2,4 mm | 15-20 | 120-175 | 100% Argon | |
| 1/8" | 3,2mm | 15-20 | 150-220 | 100% Argon | |
| MIG | 0,035" | 0,9 mm | 26-29 | 150-190 | 75% Argon + 25% Helium |
| 0,045" | 1,2 mm | 28-32 | 180-220 | 75% Argon + 25% Helium | |
| 1/16" | 1,6 mm | 29-33 | 200-250 | 75% Argon + 25% Helium | |
| SAH | 3/32" | 2,4 mm | 28-30 | 375-350 | Geeignetes Flussmittel kann verwendet werden |
| 1/8" | 3,2 mm | 29-32 | 350-450 | Geeignetes Flussmittel kann verwendet werden | |
| 5/32" | 4,0 mm | 30-33 | 400-550 | Geeignetes Flussmittel kann verwendet werden | |